Verander van taal :
Glijlagers - Installatie en toleranties


Wat is de tolerantie voor de boring van de behuizing?
iglidur glijlagers zijn perslagers die in een H7-tolerante behuizingboring met overmaat worden geperst. Voor de assen wordt een tolerantie van minstens h9 aanbevolen. De binnendiameter wordt pas ingesteld nadat ze in de boring van de H7-behuizing zijn geperst. De perspassing kan tot 2% van de binnendiameter bedragen. Dit zorgt voor een stevige perspassing van de bussen en voorkomt axiale en radiale verplaatsingen in de behuizing.
Het gat in de behuizing moet voor alle lagers worden gemaakt volgens tolerantie H7 en zo glad, gelijkmatig en afgeschuind mogelijk zijn. De montage wordt uitgevoerd met een vlakke pers omdat het gebruik van centreer- of kalibratiepennen het lager kan beschadigen en tot grotere spelingen kan leiden.
ISO-toleranties voor iglidur glijlagers [mm]
| Diameter d1 | behuizing H7 | als h9 | E10 (toleranties volgens ISO 3547-1) | E11 (toleranties volgens ISO 3547-1) | F10 (toleranties volgens ISO 3547-1) | D11 (toleranties volgens ISO 3547-1) |
|---|---|---|---|---|---|---|
| tot 3 | +0,000 +0,010 | -0,025 +0,000 | +0.014 +0.054 | +0,014 +0,074 | +0.006 +0.046 | +0,020 +0,080 |
| > 3 tot 6 | +0,000 +0,012 | -0,030 +0,000 | +0.020 +0.068 | +0,020 +0,095 | +0.010 +0.058 | +0,030 +0,105 |
| > 6 tot 10 | +0,000 +0,015 | -0,036 +0,000 | +0.025 +0.083 | +0,025 +0,115 | +0.013 +0.071 | +0,040 +0,130 |
| > 10 tot 18 | +0,000 +0,018 | -0,043 +0,000 | +0.032 +0.102 | +0,032 +0,142 | +0.016 +0.086 | +0,050 +0,160 |
| > 18 tot 30 | +0,000 +0,021 | -0,052 +0,000 | +0.040 +0.124 | +0,040 +0,170 | +0.020 +0.104 | +0,065 +0,195 |
| > 30 tot 50 | +0,000 +0,025 | -0,062 +0,000 | +0.050 +0.150 | +0,050 +0,210 | +0.025 +0.125 | +0,080 +0,240 |
| >50 tot 80 | +0,000 +0,030 | -0,074 +0,000 | +0.060 +0.180 | +0,060 +0,250 | +0.030 +0.150 | +0,100 +0,290 |
| >80 tot 120 | +0,000 +0,035 | -0,087 +0,000 | +0.072 +0.212 | +0,072 +0,292 | +0,036 +0,176 | +0,120 +0,340 |
| > 120 tot 180 | +0,000 +0,040 | -0,100 +0,000 | +0.085 +0.245 | +0,085 +0,335 | +0,043 +0,203 | +0,145 +0,395 |
Onze meest gelezen whitepaper
Toleranties, installatie, meting
Waarom is onze whitepaper Kunststoflagers: toleranties, installatie, meting zo populair? Omdat het een einde maakt aan de meest voorkomende foutbronnen in het dagelijkse werk met kunststof lagers:
❌ Verkeerd ontwerp van toleranties
❌ Onjuiste meting van glijlagers
❌ Schade aan de lagers door verkeerde montage
Het whitepaper behandelt onder andere de volgende onderwerpen:
Tolerantieontwerp voor correcte lagerspeling
✅ Perspassing en lagerspeling
✅ Vochtopname
✅ Thermische uitzetting van kunststof
✅ Aanbevolen toleranties
Hoe kunststof glijlagers correct meten
✅ Glijlagers correct meten
✅ De binnendiameter controleren
Kunststof lagers correct installeren
✅ Belang van installatietoleranties
✅ Voorbereiding van de behuizingsboring
Aanbevolen toleranties
De inbouwhoogte en toleranties van het iglidur glijlager zijn afhankelijk van het materiaal en de wanddikte. Vochtabsorptie en thermische uitzetting zijn bepalend voor het materiaal. Glijlagers met een lage vochtopname kunnen worden geïnstalleerd met een kleine lagerspeling. Voor de wanddikte geldt: hoe dikker het lager, hoe groter de lagerspeling moet zijn.
Dit resulteert in verschillende tolerantieklassen voor iglidur glijlagers. Met deze toleranties kunnen iglidur glijlagers worden gebruikt in overeenstemming met de installatieaanbevelingen in het respectieve toegelaten temperatuurbereik en bij vochtigheidsniveaus tot 70%. Bij een hogere luchtvochtigheid of als de lagers onder water worden gebruikt, verdienen materialen met een lage vochtabsorptie de voorkeur.
Diverse perspassingmethoden
Hydraulisch of mechanisch
De meest gebruikelijke methode is de mechanische perspassing van het glijlager met een handpers. Met een vlakke stans wordt het glijlager in de boring van de behuizing gedrukt. Er mag geen centreer- of kalibratiepen worden gebruikt, omdat dit kan leiden tot scheuren langs de laslijn en een grotere lagerspeling.
Zonder pers
Als er geen pers beschikbaar is of als de omstandigheden het gebruik van een pers niet toelaten, kan het glijlager voorzichtig worden gemonteerd met een rubberen hamer. Een stuk hout tussen het glijlager en het hout kan helpen om het lager te beschermen tegen beschadiging.
Geautomatiseerde assemblage
Bij (gedeeltelijk) geautomatiseerde assemblage is de juiste aanvoer en positionering van de onderdelen bijzonder belangrijk. Het kan zinvol zijn om de geometrie van het onderdeel te optimaliseren voor het proces. Met kunststof glijlagers zijn er vrijwel geen beperkingen aan het ontwerp. Geometrieën met conische diameters, groeven of anti-rotatievoorzieningen kunnen kosteneffectief worden gerealiseerd.

Igutex glijlager na krimpen
Krimpen
Het koelen van de glijlagers kan helpen om glijlagers gemakkelijker te persen. De bussen worden gekoeld met vloeibare stikstof, krimpen samen en zijn daardoor gemakkelijker aan te brengen. Voor het krimpen moeten de lagers grondig worden schoongemaakt en gecontroleerd op beschadigingen. Na het opwarmen zet het materiaal weer uit en zit het lager stevig in de boring van de behuizing.
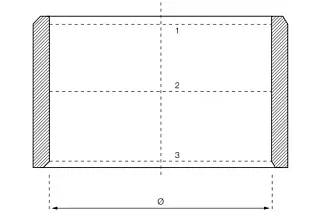
De positie van de meetniveaus (1, 2, 3 = meetlijnen)
De lagerzitting controleren
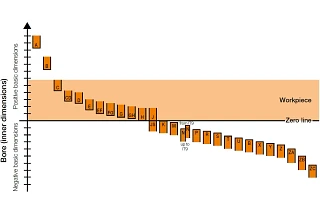
iglidur glijlagers zijn perslagers voor behuizingen met een H7 eenheidsboring. Deze perspassing van het lager zorgt er enerzijds voor dat het lager vastzit in de behuizing en anderzijds wordt de binnendiameter van het glijlager hierdoor gevormd. Het lager wordt getest, geïnstalleerd in het gat met de kleinste afmeting, zowel met een meetklok als met een pluggenmeter.
- Als het pluggenprofiel in het gat wordt gedrukt, moet de goede kant van het pluggenprofiel het lager soepel passeren.
- Met een sledetester moet ervoor worden gezorgd dat de binnendiameter van het lager gemiddeld op de meetvlakken binnen de opgegeven tolerantie ligt (zie diagram hiernaast).
Plaats spigot
Vlakke lagers "migreren" uit de boring van de behuizing als de perspassing verloren gaat. Glijlagers worden vaak met een perspassing bevestigd in een behuizing met een iets nauwere tolerantie. Onder mechanische spanning zit het lager stevig in het gat. Als deze mechanische spanning afneemt door hoge temperaturen of permanente overschrijding van de toelaatbare belasting, neemt de perspassing ook af.
Het kan natuurlijk ook gebeuren dat de fabricagetoleranties van de boring van de behuizing zo onnauwkeurig zijn dat het gat niet voldoende ondermaats is. Ook in dit geval kan het lager niet voldoende spanning opbouwen om een perspassing te creëren. Het resultaat is extreme slijtage van het glijlager. De oplossing voor het probleem is een opspanslot van het glijlager. Welke opties er zijn voor het axiaal borgen van de glijlagers kun je vinden in onze factsheet onder het onderwerp "lokaliseren van spigot".

Installatie van igutex composiet vezellagers
igutex glijlagers kunnen worden geïnstalleerd met behulp van een vlakpers, vlakke plaat of persstift. De paspen mag geen scherpe randen hebben. Een ondersnijding bij de flensovergang helpt schade voorkomen. Installatie door middel van hameren, bijvoorbeeld met een hamer, wordt afgeraden omdat dit het vezelcomposiet glijlager kan beschadigen.
Lijmen in glijlagers
Glijlagers worden meestal in de boring van de behuizing geperst of geklemd. Dit zorgt ervoor dat ze stevig in het gat zitten en niet onbedoeld draaien. Maar wat als dit niet mogelijk is vanwege productietoleranties? Of moet het glijlager wel draaien?
Ook al behoort het niet tot het standaardrepertoire van veel glijlagers, kunststoflagers kunnen ook glijden op de buitendiameter. Daarom worden kunststof lagers gebruikt. Het lager wordt op een bout geplaatst en moet dan - samen met de bout - ergens in draaien of ergens op rollen. Lijmen lijkt een goede oplossing. Maar er zijn waarschijnlijk net zoveel lijmen als lagermaterialen. Welke is de juiste?
Richtlijn voor machines
iglidur glijlagers worden kant-en-klaar geleverd. Dankzij het uitgebreide productassortiment kunnen in de meeste gevallen standaardafmetingen worden gebruikt. Als het glijlager toch machinaal moet worden bewerkt, staan in de tabel hiernaast de richtlijnen voor de machinale bewerking. Indien mogelijk moet echter nabewerking van de glijvlakken worden vermeden. Een hogere slijtage is meestal het resultaat. Een uitzondering is bijv. iglidur M250, dat zeer geschikt is voor verdere bewerking. Bij de andere iglidur glijlagers kunnen de nadelen van het bewerken van de glijvlakken worden gecompenseerd door gebruik te maken van assemblagesmering.
| Proces | Draaien | Boren | Frezen |
|---|---|---|---|
| Materiaal gereedschap | Roestvast staal | Roestvast staal | Roestvast staal |
| Voedingssnelheid [mm] | 0,1 ... 0,5 | 0,1 ... 0,5 | tot 0,5 |
| Spellingshoek | 5 ... 15 | 10 ... 12 | |
| Klemhoek | 0 ... 10 | 3 ... 5 | |
| Snijsnelheid [m/min] | 200 ... 500 | 50 ... 100 | tot 1000 |
Contacteer ons
Vragen? Neem dan contact op met:

Customer Service
Customer Service:
Telefonisch: Maandag tot vrijdag 8.30 - 17.00
LiveChat: Maandag tot vrijdag 8.30 - 17.00
Whatsapp: Maandag tot vrijdag 8.30 - 17.00
Plan een afspraak
Plan een afspraak met een expert